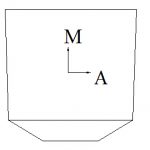
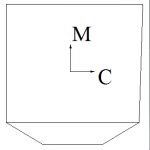
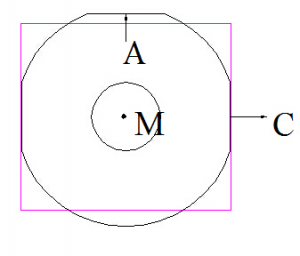
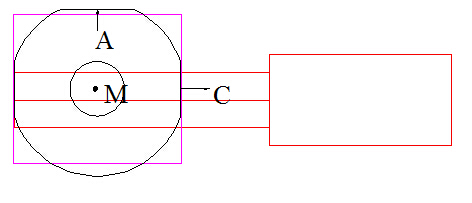
钛宝石晶体切割工艺 2020年12月16日 By crylink-admin Leave a Comment 钛宝石晶体切割流程:定向→选料→粘料→开大料→开方条→细磨定向→切片→清洗。 1、定M向将毛柸晶定沿M向顶部不可用部分(有较多气泡和晶界)用单轴机大盘粗磨去除,期间要注意晶体方向不要偏差,方便定向。之后细磨并且定向,定向精度达到10′以内,将晶体底部籽晶部分去除,之后按照上述工艺将底部锥形部分磨去10mm厚,注意M向角度偏差不宜超过10′。 2、定C向由于晶体的特殊性,M向生长的晶体A向和C向均存在与侧面,并且A、M、C三个方向是互相垂直的。按照PDF卡的定向数据寻找C向,在应力仪下观察C向,沿垂直C面旋转的过程中,光线亮度没有其他面的变化明显。在找到C向的情况下按照a的工艺将C方向定向,定向精度小于10′;之后再将A面磨出,定向精度小于10′。 3、选料将上述细磨过后的晶体C面按照抛光工艺进行抛光,抛光后看晶体内部质量(晶界及应力),如果晶体质量完好则根据需求选择开料尺寸大小,进行下一步; 4、粘料将上述磨好的晶体M面C面擦干净后放在加热炉上加热,升温速率不易过快。按照图示1方法,先将M面与玻璃用虫胶与松香配的胶按粘结在一起,胶要涂抹均匀,晶体与玻璃之间不能有气泡;将料板用灯烤热至虫胶可以再料板上融化,将虫胶均匀的涂抹在料板上,之后将之前粘结好的晶体与玻璃按照图示2与料板粘结好,在此过程中要注意的细节是:端面C面要与料板的边沿平行。粘好后放于平坦位置固定好,不要使晶体偏移。 图1 图2 5、开大料将晶体按照上述方法粘好,装上刀架用直角刀对刀,对刀要精准,限位要设好,右侧C面与刀口平行。注意事1:开料前要切片定向,调角度偏差,切割第一刀的位置是右侧C面处与刀面平行,出刀2mm处。第一片的厚度在1.5mm左右,取下片子定向,有偏差就用激光对刀方法调角度。 6、开方条按照上述工艺开料结束后,采用胶粘料开方条,按照成品尺寸预留余量,切割成品前先定向。注意事项:粘料时已经磨好的M面朝上,方便对刀,C面粘料,同时对M面和C面,对刀要精准,限位要设好。开料前要切片定向,切片厚度小于2mm,定向如果有偏差就用激光器对刀调整角度,直到偏差小于10′。 7、切布什角布什角的切割有两种方式,如果端面A向不标注的情况下(A面未经过定向,M向和C向标准),则按照第一种方式粘料对刀切割。如果ACM三个方向均为标准面,则可按照第二种方式切割。当成品为方形时,可直接切出两个布什角面,留出抛光余量0.5mm;如果成品为圆形,则且一个布什角,之后送出滚圆,滚圆过程中注意保护布什角。 端面A不规则的情况下 端面A标准的情况下 8、清洗切割完成后将晶体烤下,将表面的油及胶擦掉等晶片自然冷却后,如需抛光则进行抛光。

-南京光宝-CRYLINK")
发表回复